商品信息
基本参数
- 产地河北区
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌腾威
- 型号缝焊机
- 类型咨询
- 加工定制是
- 成份咨询
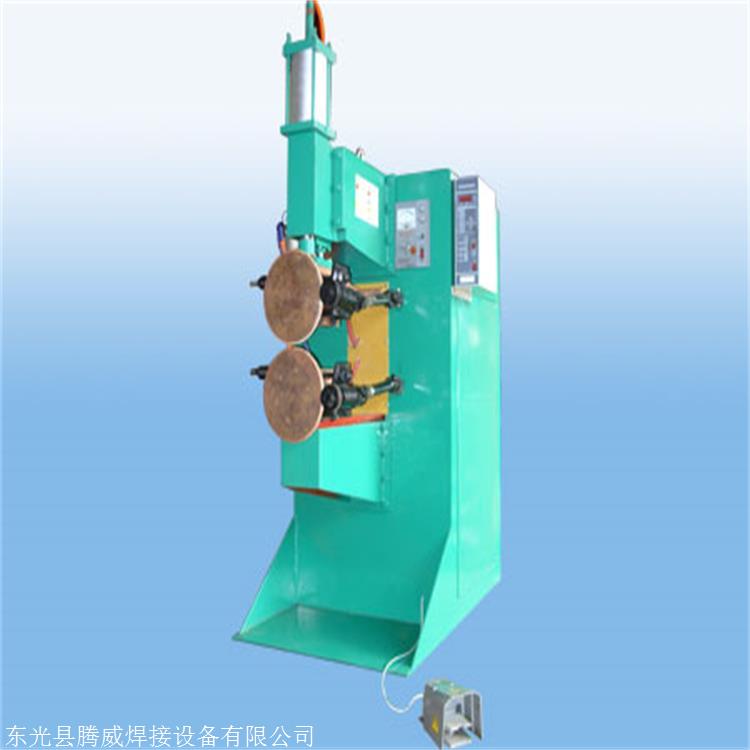
- 重量920kg
- 产地河北
- 厂家腾威
产品简介:
产品详情:1.等离子焊接工艺参数与割炬压缩喷嘴的构造参数亲密相关。压缩喷嘴是等离子焊枪的举足轻重组成部分,它压缩电弧并指引等离子沿着喷嘴的尺寸方向喷射。喷嘴孔径越大,电弧温度越高。喷嘴压缩段越长越窄,等离子束的方向性越好,穿透力越强,集中越集中。确定通道直径后,钨极内缩增加会增加等离子弧的压缩率,但是太大会导致双弧。
2.等离子弧焊为了便利起弧并提高电弧的稳定性,电极部分应以30°-60°的视角接地。当采用大电流时,可以将大直径的钨电极部分接地。打磨成圆锥形或截锥形以减小燃烧损失。电极部分应与喷嘴孔维持同轴。电极偏心会偏转等离子弧,甚至产生双弧,应时常检验和调整。特别钨丝磨削机可用以钨丝磨削,可维持钨电极与喷嘴更好的同心度。
3.确定焊接电流与离子气流的匹配关联。等离子弧的熔深能力与电流成正比。在给出喷嘴形状和大小的条件下,焊缝的熔深主要取决焊接电流过大可能会由于匙孔直径的扩大而导致熔池金属塌陷,其次可能会引起双电弧,当离子气体的流量增加或超过某个临界值时,焊接表面的咬边会日益加剧。
4.焊接速度。焊接速度是影响焊接热量输入的参数之一。当焊接速度过高时,由于热量输入少,不足以形成针孔效应。如果焊接速度太慢,基材会过热,熔池的质量会增加,小孔的直径会增加,导致焊缝下沉,因此,应适于焊接速度,焊接电流和等离子流率对彼此。